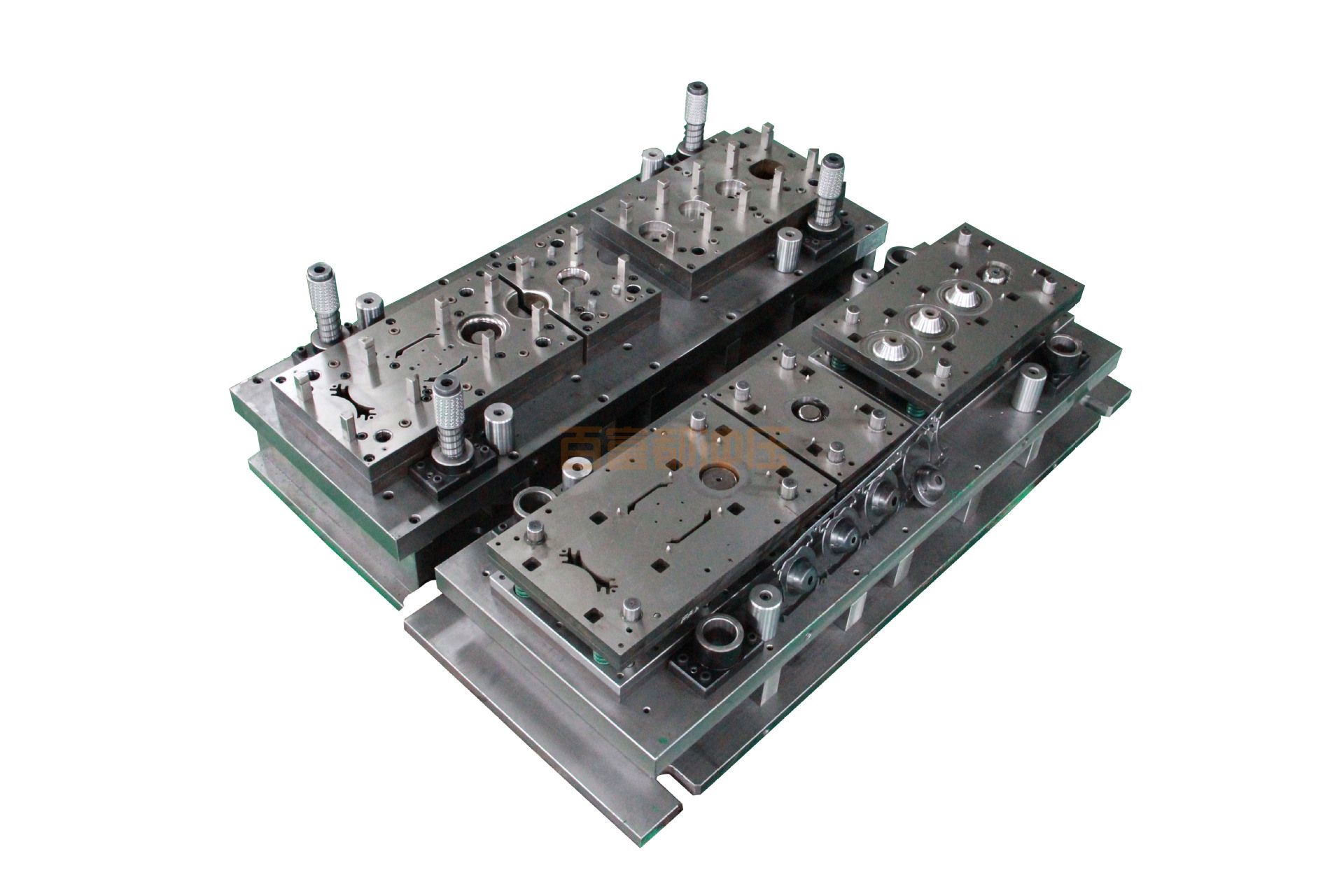
金属冲压模具冲床又称冲头、模具、公模、冲针等,是一种可以用模具消耗品代替的金属零件,其质量的好坏直接影响到金属冲压件的质量和精度。因此,它需要适当的管理和应用,我们将一起研究它。
- 使用前存放:用干净抹布擦拭上模盖内外。存放时注意不要在表面有划痕或凹痕。应上油,以防生锈。
- 使用前的准备工作:彻底清洗上模套,检查表面有无碎屑和凹痕。如果是,用油石取出。油从里到外。
- 在上模套中安装冲头时:清洗冲头并给长柄上油。将冲头插入大位置模具上模套的底部,不要用力,也不要用尼龙锤。安装时,不能通过拧紧上模套上的螺栓来固定冲头,只有将冲头正确定位后,才能拧紧螺栓。








